

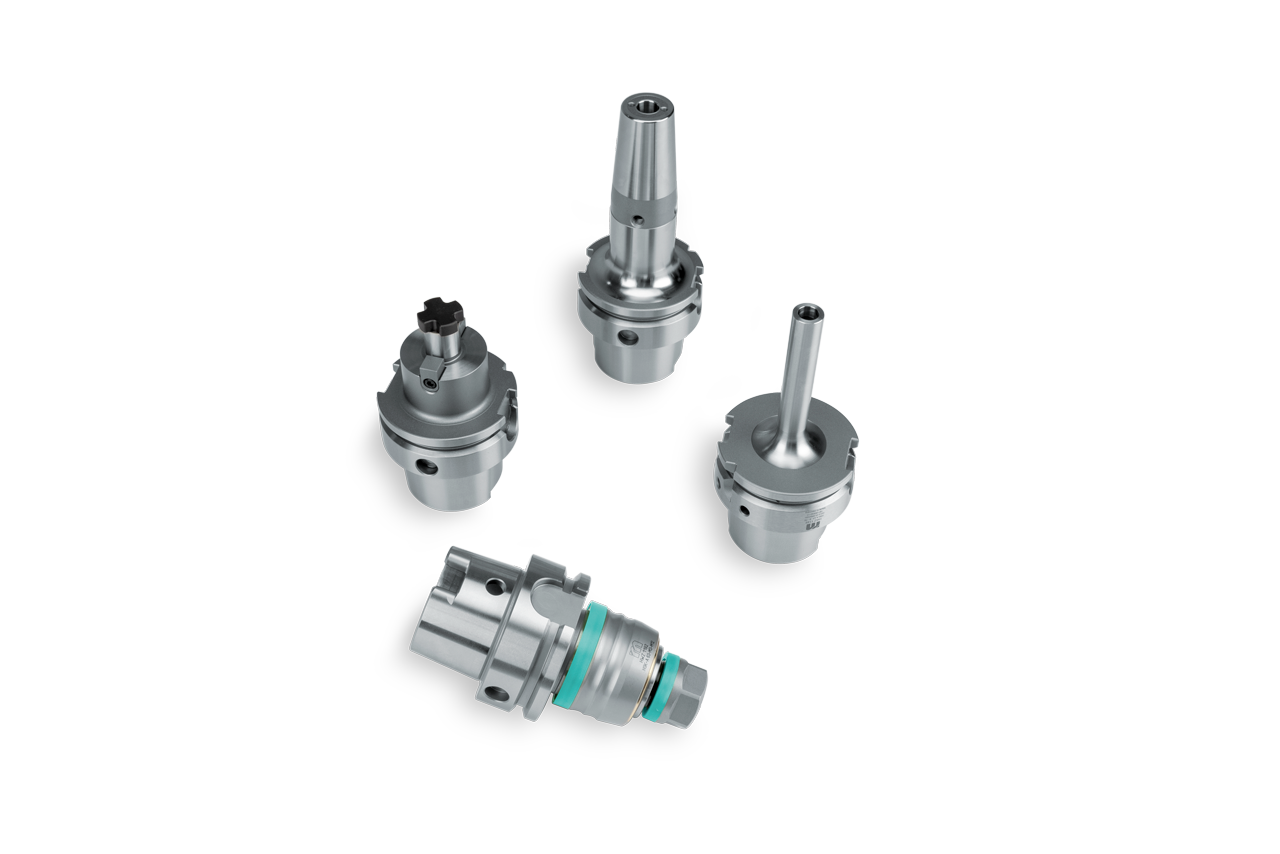
For efficient tool changing in milling machines, the required mounting systems have been standardised:
- Steep taper (SK)
- Hollow shank taper (HSK)
- Polygon shank taper (PSC)
Steep taper
Advantages
- Steep taper shaft easy to insert and detach
- Widely used system
- Inexpensive
- High torsional rigidity
- Also suitable for heavy duty cutting
(ISO 7388-1 and 7388-2)
Disadvantages
- Low rigidity
- Insecure axial position of the cutting edges
- Limited accuracy
- Not suitable for high speeds due to technically limited imbalance
- Regular replacement of the pull stud due to wear
Hollow shank taper
Advantages
- High rigidity due to support via the collar of the tool holder
- Flat contact prevents slipping in the axial direction and ensures high changeover accuracy and secure axial position of the cutting edges
- Small and lightweight design allows easy and quick tool change
- Suitable for high speeds
- No pull stud necessary
- High transmittable torques due to
- frictional connection torque transmission through taper and contact surface
- positive locking transmission by means of puller grooves/collar grooves for HSK A, HSK B, HSK C and type D
Disadvantage
High costs
Steep taper (SK)
In the field of cutting tools, the steep taper is the most widely used connection between tool and machine tool worldwide. It features a conical shape, which is used to insert the holder into the machine spindle.
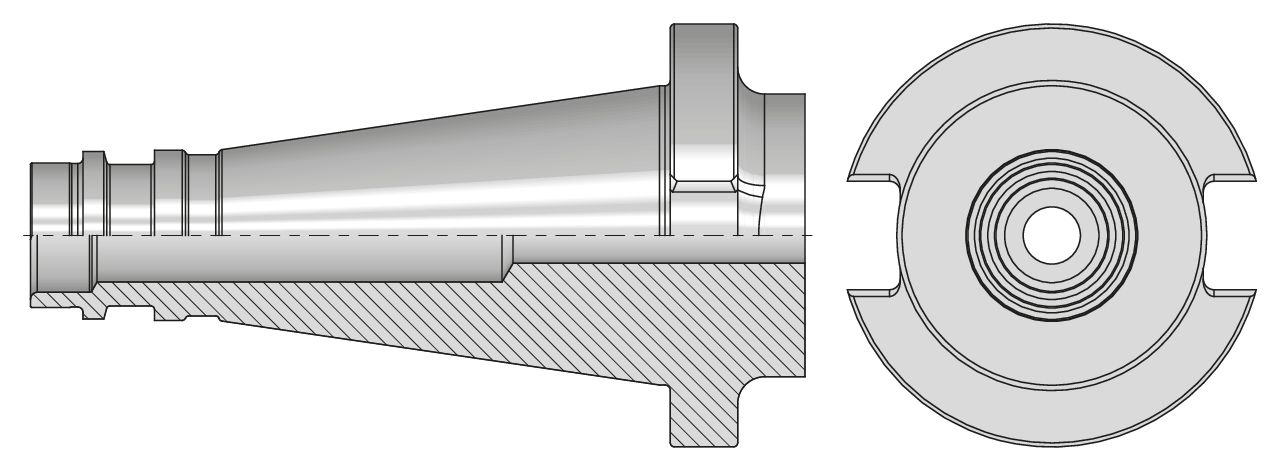
Steep taper according to DIN 2080
The steep taper according to DIN 2080 is used for conventional milling machines with manual tool change and for drilling machines. The clamping is via the ring groove bolt with internal tightening thread.
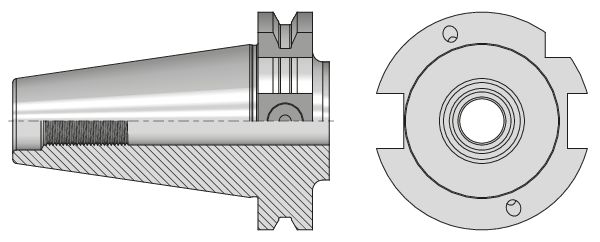
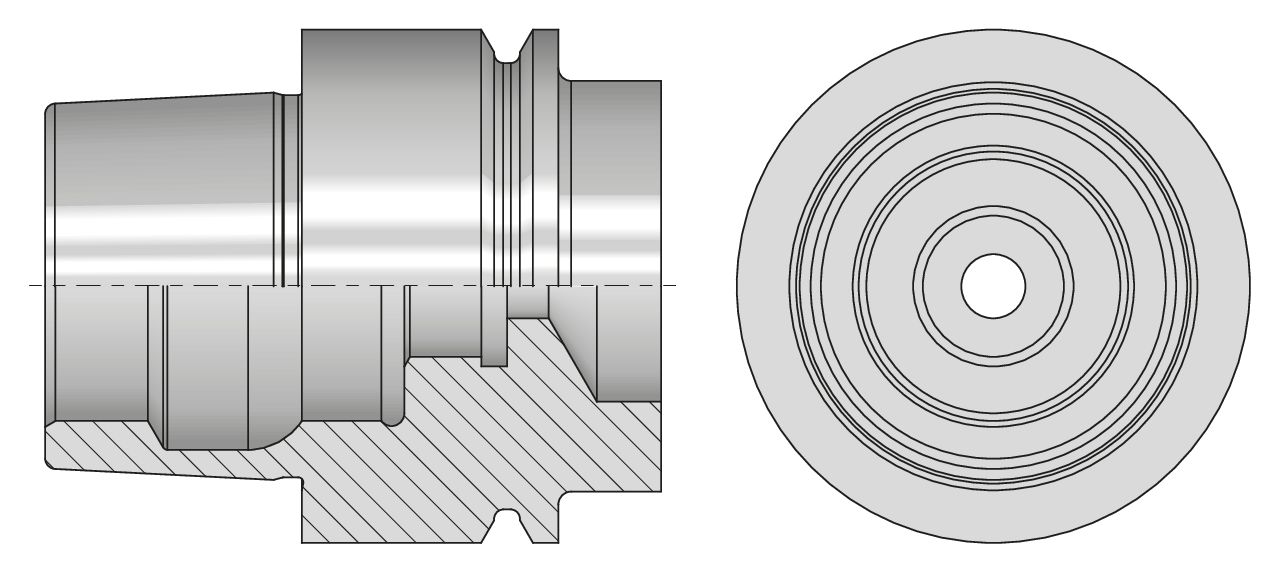
Steep taper according to ISO 7388-1 (DIN 69871*)
The steep taper according to ISO 7388-1 is a tried and trusted tool holder for milling spindles, known for its robustness. It is often still available under the obsolete standard designation DIN 69871. Clamping is always provided by an additional pull stud. The tool change can be automatic or manual, while the taper surface is centred without flat contact.
Coolant supply according to ISO 7388:1:
- Type A: without through hole
- Type AD: with through hole, for central coolant supply
- Type AF (type B*): with lateral coolant supply via the tool collar
- Type AD/AF (type ADB*): with through hole and lateral coolant supply via the tool collar
Common taper sizes:
- SK30
- SK40
- SK50
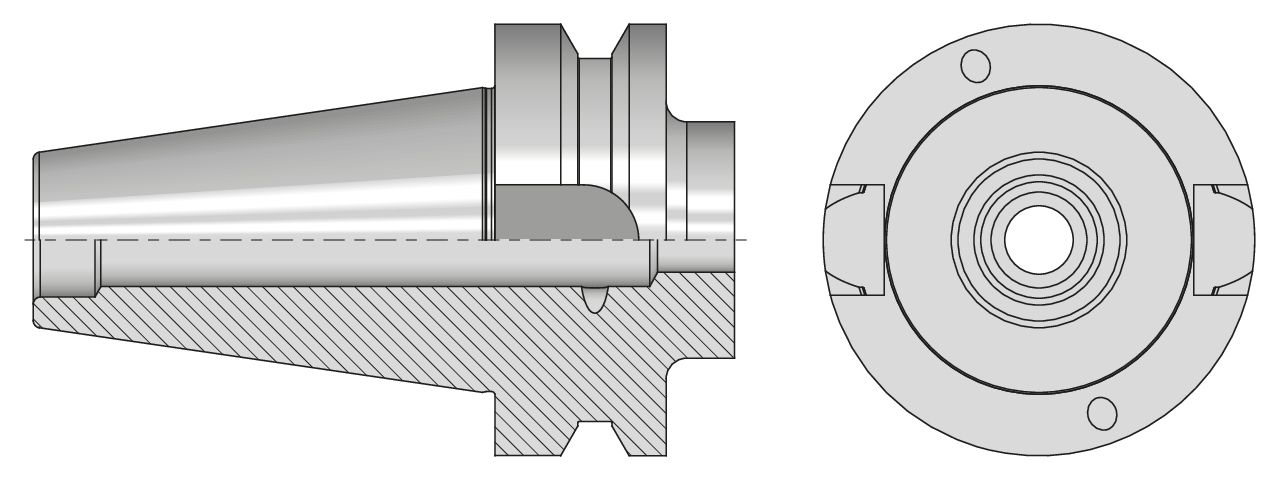
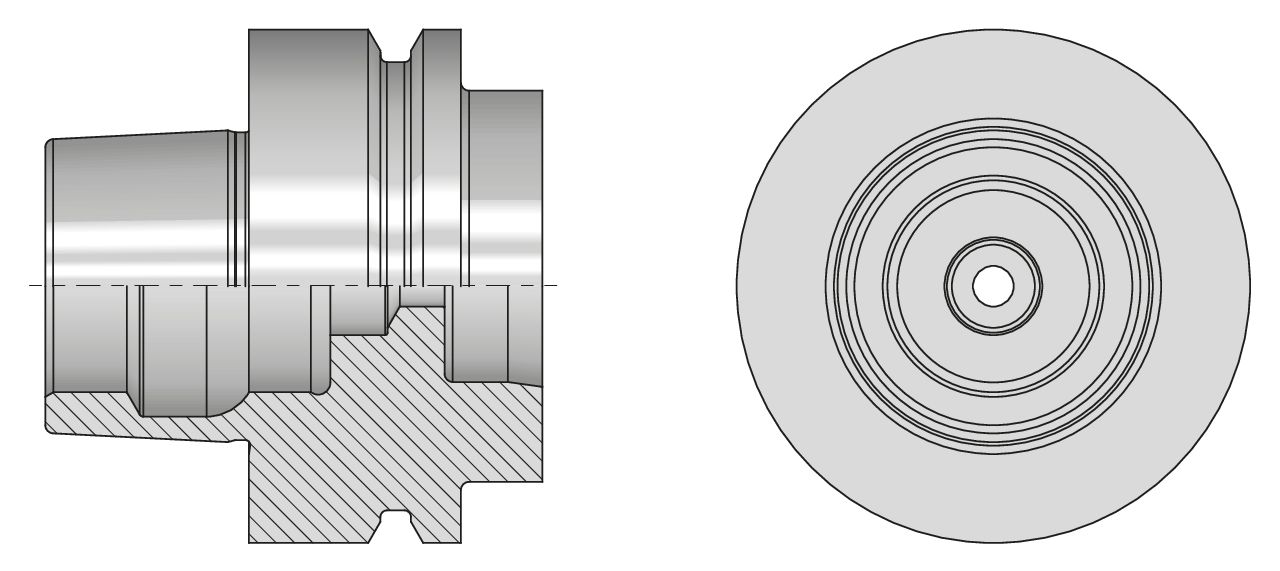
Steep taper according to ISO 7388-2 (JIS 6339*)
The steep taper according to ISO 7388-2 is characterised by its robustness, similar to the ISO 7388-1 standard. Furthermore, the clamping is also carried out here by means of an additional pull stud and the centring via the taper surface without flat contact. The tool change can also take place automatically or manually.
The steep taper ISO 7388-2 (JIS B 6339*) generally differs from ISO 7338-1 (DIN 69871*) in the following features:
- Taper length
- Collar width variation
- Gripper groove
- Grooves for carrier blocks
Common taper sizes:
- BT30
- BT40
- BT50
Coolant supply according to ISO 7388-2:
Type J: without through hole
Type JD: with through hole, for central coolant supply
Type JF: with lateral coolant supply via the tool collar
Type JD/JF: with through hole and lateral coolant supply via the tool collar
Coolant supply according to JIS 6339*:
Type A: without through hole
Type AD: with through hole, for central coolant supply
Type AF (type B*): with lateral coolant supply via the tool collar
Type AD/AF (type ADB*): with through hole and lateral coolant supply via the tool collar
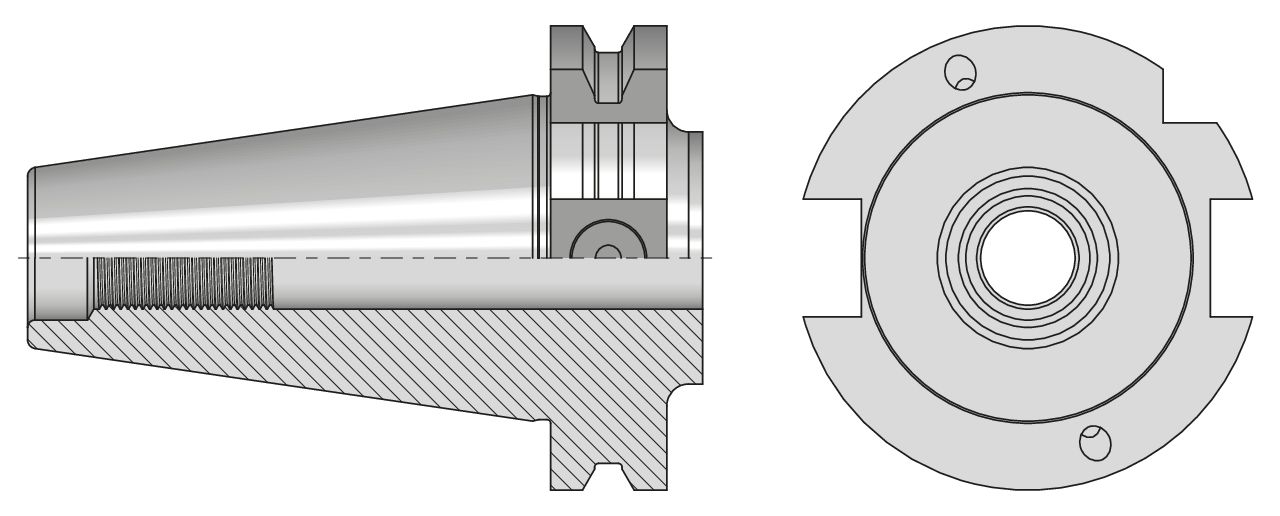
Steep taper according to ISO 7388-2 (JIS B 6339*) with double contact
The double contact taper based on the steep taper according to ISO 7388-2 is characterised by the fact that contact is made between the steep taper and the flange of the spindle in the clamped state. This provides higher stability as well as bending strength. However, when using this taper it is necessary that the machine spindle is designed for the double contact connection. Information on this can be requested directly from the machine manufacturer.
* old designation
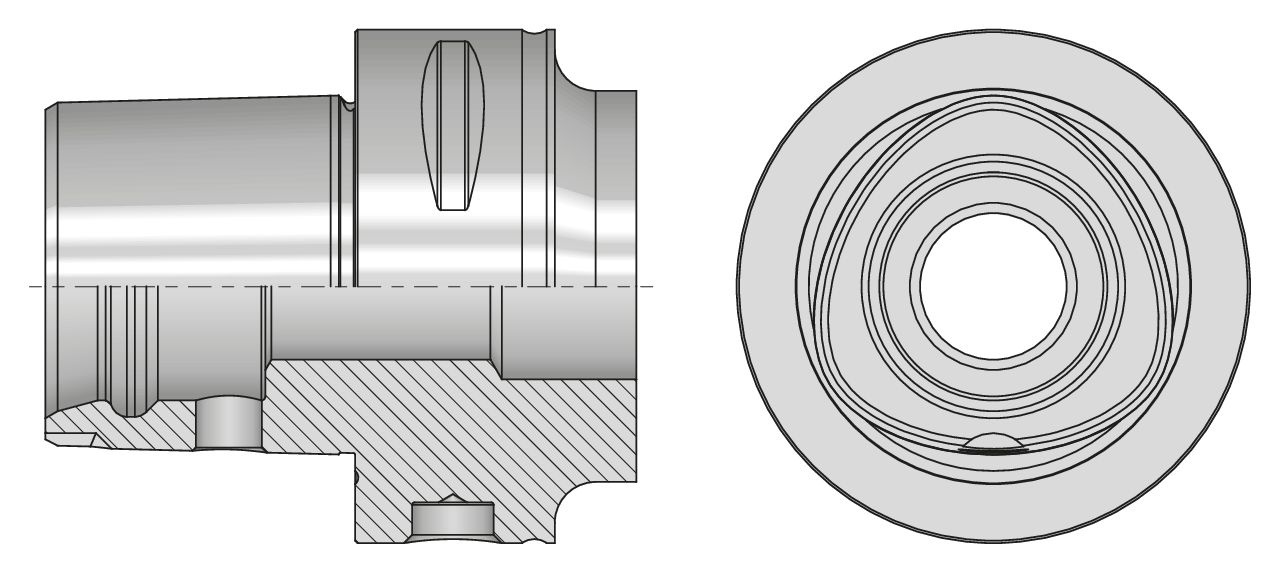
Hollow shank taper (HSK)
Hollow shank taper according to ISO 12164 (DIN 69893)
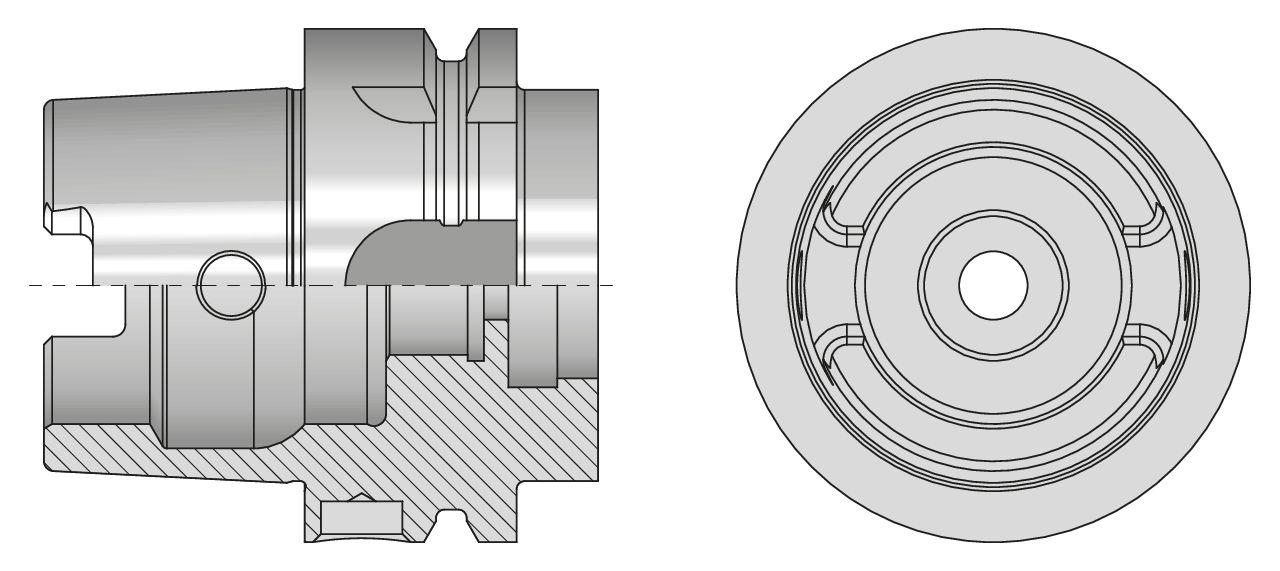
A further development of the steep taper is the hollow shank taper, in which the tool change can also be performed automatically or manually. What particularly distinguishes the hollow shank taper is the high changeover accuracy due to the flat contact on the collar and the narrow taper tolerances as well as the small, lightweight and stable design. Due to the positive locking force transmission by means of puller grooves, large torques and jerky loads can be absorbed. It does not require a pull stud for clamping and is suitable for high speeds.
The HSK holder is divided into the following types and sizes:
Type A (DIN 69893-1)
- For machining centres, milling machines as well as special machines with automatic tool change
- With gripper groove for automatic tool change
- Torque transmission via two puller grooves at taper end
- Central axial coolant supply via coolant pipe
Common standardised taper sizes:
- HSK A-63
- HSK A-100
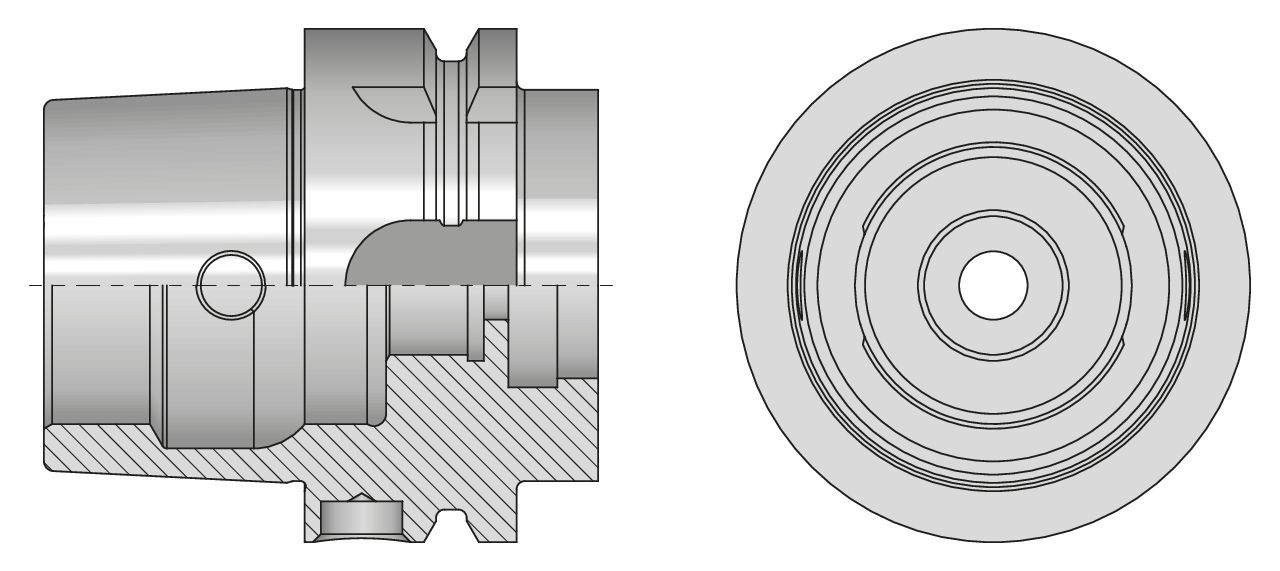
Type B (DIN 69893-2)
- For machining centres, milling centres for heavy-duty cutting and lathes
- With gripper groove for automatic tool change
- Torque transmission via two collar grooves, no puller grooves at the taper end
- Decentralised coolant supply via the collar or central axial coolant supply via coolant pipe
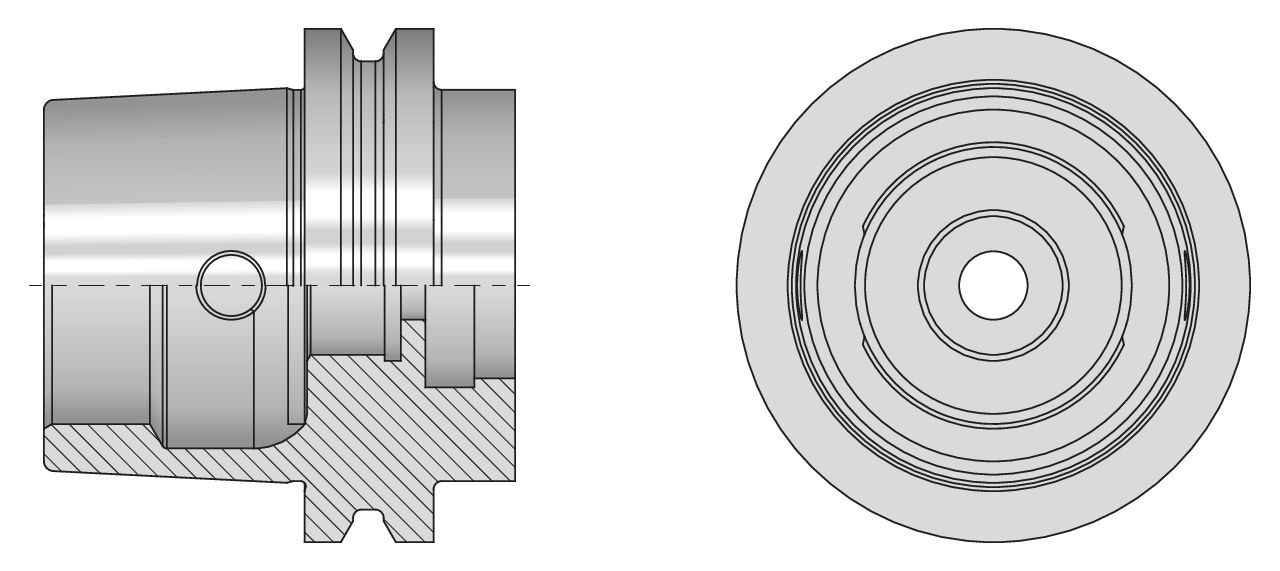
Type C (DIN 69893-1)
- Application preferably for spindles in transfer lines and special machines without automatic tool change or short boring spindles and tool extensions as well as reducers
- Without gripper groove for manual tool change
- Torque transmission via two puller grooves at taper end
- Central axial coolant supply via coolant pipe
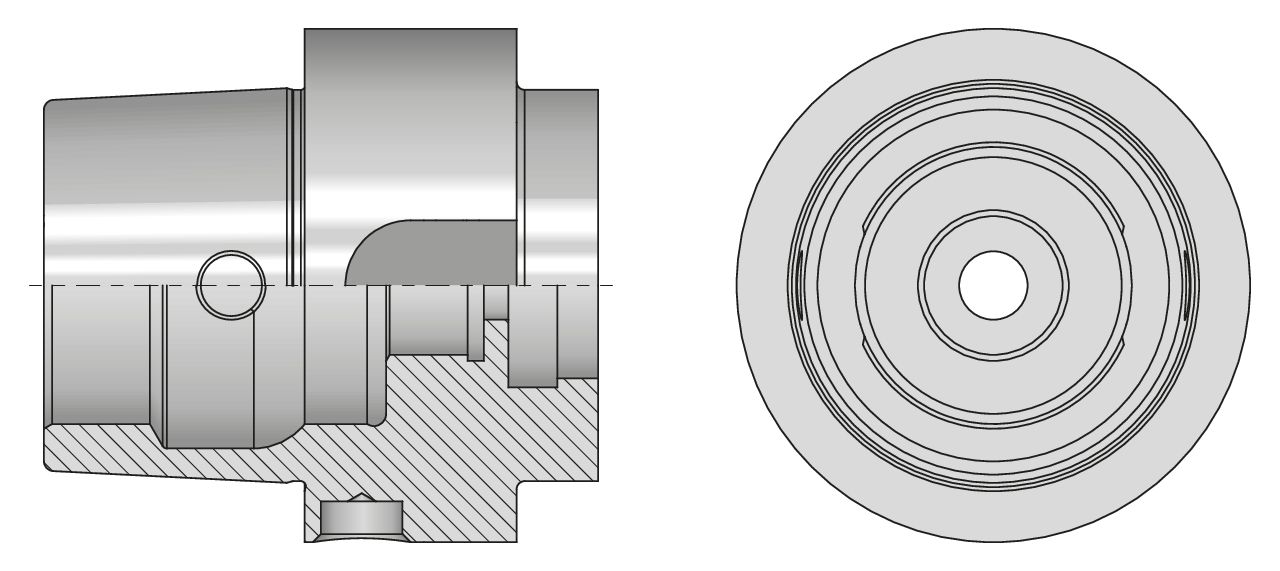
Type D (DIN 69893-2)
- Application in all areas due to enlarged collar for even better support
- Without gripper groove for manual tool change
- Torque transmission via two collar grooves
- Decentralised coolant supply via the collar or central axial coolant supply via coolant pipe
Type E (DIN 69893-5)
- Application for high-frequency spindle (e.g. for graphite milling) and woodworking machines
- Rotation symmetrical design without puller groove
- With gripper groove for automatic tool change
- Torque transmission purely via frictional connection
- Central axial coolant supply via coolant pipe
Common standardised taper sizes:
HSK E-40
Type F (DIN 69893-6)
- Application in wood working and ‘dry’ only
- With reduced taper and thus large collar
- With gripper groove for automatic tool change
- Torque transmission purely via frictional connection
- Central axial coolant supply via coolant pipe
Polygon shank taper (PSC)
Polygon shank taper according to ISO 26623
For the PSC (polygon shank cone), the main focus is on the polygon shape of the taper. This ensures uniform surface contact between the spindle and tool holder during torque transmission, resulting in greater stability. Furthermore, the thicker wall thicknesses allow greater clamping forces compared to the HSK taper. This ensures maximum bending strength, torque transmission, and centre position accuracy. Polygon shank tapers are used especially on multi-task machines (turning and milling/drilling), since the position of the tool in the holder is precisely defined due to the polygon.
PSC holders according to ISO 26623:
- Sizes C3, C4, C5, C6, C8 and C10

If your desired tool holder is not available, you can request availability through your sales contact.
 © 2022 by Meusburger Georg GmbH & Co KG | All rights reserved
© 2022 by Meusburger Georg GmbH & Co KG | All rights reserved





 Česká republika [CS]
Česká republika [CS]
 Danmark [DA]
Danmark [DA]
 Deutschland [DE]
Deutschland [DE]
 España [ES]
España [ES]
 France [FR]
France [FR]
 India [EN]
India [EN]
 Italia [IT]
Italia [IT]
 Magyarország [HU]
Magyarország [HU]
 México [ES]
México [ES]
 Nederland [NL]
Nederland [NL]
 Österreich [DE]
Österreich [DE]
 Polska [PL]
Polska [PL]
 Portugal [PT]
Portugal [PT]
 România [RO]
România [RO]
 Schweiz [DE]
Schweiz [DE]
 Slovenija [SL]
Slovenija [SL]
 Srbija [SR]
Srbija [SR]
 Suomi [FI]
Suomi [FI]
 Sverige [SV]
Sverige [SV]
 Türkiye [TR]
Türkiye [TR]
 United Kingdom [EN]
United Kingdom [EN]
 USA [EN]
USA [EN]
 Ελλάδα [EL]
Ελλάδα [EL]
 България [BG]
България [BG]
 Росси́я [RU]
Росси́я [RU]
 华 [ZH]
华 [ZH]